Share
Pin
Tweet
Send
Share
Send
Можете да получите пълноценна машина за рязане на листов материал дори върху меренгата на обикновена мелница, която ще демонстрирам. Направих линеен водач, с помощта на който можете да изрежете метални, дървени, пластмасови и дори керамични плочки. Той е сравнително евтин за производство, заема малко място и е универсален.
Похарчени материали
За да направите багажник за мелница според моя размер ще ви трябва:
- профилна тръба 40х20мм - 0,32 м;
- профилна тръба 20х20 мм - 1,38 м;
- профилна тръба 15х15 мм - 0,34 м;
- лента 40 мм - 0,14 м;
- лента 20 мм - 0,16 м;
- лагери 100-та серия - 16 бр .;
- M10 болтове за шестоъгълник 75 мм - 8 бр .;
- M10 гайки - 12 бр .;
- 10 мм шайби - 32 бр .;
- M12 дълги гайки - 3 бр .;
- дълга гайка M10;
- M12 болт с пълна резба 200 mm;
- болтове M10 40 мм - 2 бр .;
- 70мм шестнадесети болт;
- тапи за профил 20х20 - 6 бр .;
- тапи за профил 40х20 - 1 бр .;
- профилна тръба 50x50 за водач - 2 m или повече.
Производство на железопътни и вагони

Първо трябва да направите валяк за линеен водач. Като основа ще се използва профилна тръба със сечение 20x20 mm. Необходими са 4 броя с дължина 300 мм.

Сега трябва да пробиете дупки за бъдещото свързване на части. Техните центрове са разположени на 25 мм от всеки ръб на профилните тръби. Необходима е тренировка с диаметър 11 мм.

Ако обърнете просветления профил от другата страна и отстъпите назад вече 50 мм, от всяка страна се правят подобни дупки. Използва се свредло от 11 мм.
За да се скрият болтовете, използвани по-късно при монтажа на каретата, проходните отвори в детайлите трябва да бъдат завършени. За това трябва да се пробие една стена от всеки профил с помощта на свредла с диаметър 17 мм. Така всички 16 дупки се финализират, останалите 16 съседни към тях остават непокътнати.

Сега трябва да направите рамо, за да закрепите самата мелница. За това се използва профилна тръба 40х20 с дължина 300 мм.

За да може по-нататък да регулирате дълбочината на преминаване при рязане, е необходим допълнителен регулиращ елемент. Изработена е от профилна тръба 20х20 мм. Приготвя се дължина 160 мм. Краищата му са нарязани под ъгъл от 45 градуса. Можете да го режете по око, защото точността не е толкова критична.
От профилна тръба с напречно сечение 15x15 mm трябва да се изрежат малки раздалечители с дължини 40 mm. Необходими са общо 8 броя.

След като приключихте с тези заготовки, дойде време да ги сглобяваме заедно. Като свързващ контур ще се използва болт M12 с твърда резба с дължина 200 mm. Върху него се завинтват 3 дълги гайки M12.
Имайки фиксирани болтове с гайки със скоби към масата, трябва да прикрепите заготовки от чифт профили 20x20 и един 40x20. Тръбите трябва да бъдат заварени към гайките.

От стоманена лента с ширина 40 мм трябва да бъдат изрязани 2 детайла с дължина 50 мм. Центрирайте се по-близо до краищата, пробийте дупка от 11 мм през отвора.

Плочите трябва да бъдат завинтени към редуктора на мелницата в стандартните отвори, използвани за закрепване на дръжката. В някои инструменти тези отвори могат да бъдат направени за болтове M8, които ще трябва да се вземат предвид. За надеждност стягащите болтове M10 40 mm трябва да бъдат оборудвани с гайки. Болтовете се завинтват в скоростната кутия през плочата и се затягат с гайки.

Необходимо е да прикрепите шлайф с плочи към детайл от профил 40x20 мм и да заварите. След това инструментът може да бъде отстранен, за да не навреди на вече надеждни крепежни елементи.

С поглед, леко отдалечаващ се от монтажа на плочата, се заварява предварително направен детайл от 20x20 профил с дължина 160 мм. Стъблото се готви на свободния му край от същата лента, както и монтажа за ъглошлайфи. Върху стърчащото ухо на плочата се пробива дупка и върху нея е заварена гайка M10. За укрепване на конструкцията, в допълнение към страната на профила, е необходимо да се заварява стоманена лента с дължина 160 мм, също изрязана на 45 градуса.



Сега заваръчната работа е напълно завършена и можете да започнете сглобяването. Време е да нарисувате детайлите.


Време е да сглобим каретата. Това ще изисква винтове M10 за шестоъгълник с дължина 75 mm. Необходимо е да затегнете заготовките на профилните тръби 20х20 мм помежду си. В същото време между тях се набира пай: шайба, лагер, шайба, дистанционер, шайба, лагер, шайба. Повтаряйки това още 7 пъти, резултатът е завършен превоз.


Сега трябва да съберете рамо за самата мелница. Тя се завинтва към нея с болтове и се притиска с гайки. При сглобяването на това устройство е необходимо да затегнете резбата добре, така че инструментът да не стане свободен по време на работа.

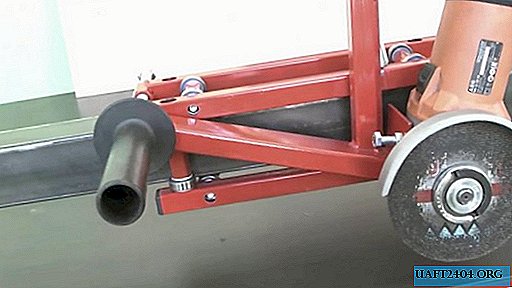
Каретата тръгва по тръбата на водещия профил 50х50 мм, под която всъщност е направена. Остава да завиете дълъг болт, като по този начин свържете рамото с шлайф. Болтът не трябва да бъде напълно затегнат, така че да има място в дългата раменна гайка за закрепване на стандартната дръжка от инструмента.

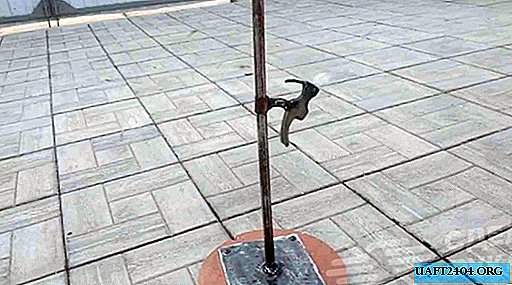
Сега трябва да поставите механизма за регулиране на дълбочината на рязане. За да направите това, в окото на вертикалния профил на рамото на шлифовъчната машина завийте болт M10 с дължина 70 мм под шестоъгълник с твърда резба. Тъй като нямах хардуер с подходяща дължина, го увеличих, като приложих дълга гайка и фиксираща гайка.
За да придадете на дизайна завършен вид, не боли да поставите пластмасови тапи в краищата на профилните тръби.




Линейният водач с валяк е готов за употреба. Височината му се регулира от облицовката на дървени блокове. Инструментът е разположен по ръба на масата. Заготовките за рязане се притискат от чифт скоби за пейка. За удобство можете да извършвате рязане в няколко преминавания, като всеки път добавяте дълбочина на крилото.










Share
Pin
Tweet
Send
Share
Send