Нежелателно е да режете дъски, пръти, листове от ПДЧ, както и други заготовки върху циркулярен трион с тъпи резачки. В този случай производителността намалява значително. В същото време отнема повече време за заточване на зъбите на „убит“ диск, отколкото ако заточване на диск с нормално износване.

Следователно не трябва да се допуска прекомерно затъмняване на триона. Трябва да изострите диска навреме. И за това е полезно обикновено домашно устройство за заточване на карбидни триони. Между другото, един от признаците, че е време да смилате диска, е появата на следи от сажди по детайлите и съответната миризма.
За производството на тела можете да използвате един от най-бюджетните материали - шперплат. Първо трябва да отпечатате шаблони за хартия на принтера, които са залепени за изрязани по размер плоскости. След това изрязваме необходимите заготовки.

Основните етапи на работа
На базата на платформата за заточване на карбидните триони е необходимо да се използва ръчно фреза, за да се избере полукръгъл канал (по-точно, четвърт кръг - под формата на половин радиус), по който ще се движи ъглошлайф.

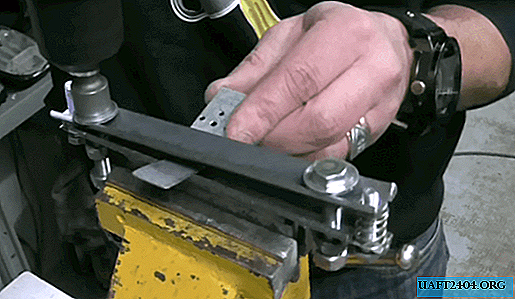
Тогава се изрязва щанга, върху която ще се фиксира шлифовъчната машина. След това ще трябва да изрежете и фиксирате върху основата платформата за фиксиране на триона. Той трябва да се движи по водачите напред и назад за по-точно позициониране.

Основата е прикрепена към масата или работната маса със скоби. Вижте видеоклипа на нашия уебсайт за поетапния процес на производство на домашно приспособление за заточване на карбидни триони.