Share
Pin
Tweet
Send
Share
Send
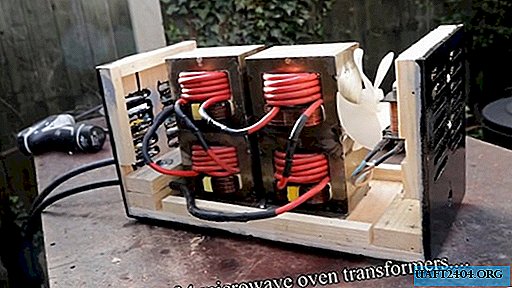
Необходимо беше да се направи заваръчна единица за използване в гаража и в страната. Прост, но мощен, до 200 А изходен ток за заваряване на стомана с дебелина до 12 мм. електроди "четири" или "пет".


Трябва
- Четири нови или използвани силови трансформатори от микровълнова фурна;
- Изолирана жица с напречно сечение най-малко 50 mm2;
- Ръкави за затягане на проводници и клещи за преса;
- Прости металообработващи и дърводелски инструменти;
- Многослоен шперплат за апарата;
- Мултицет и дистанционен термометър;
- Различни малки неща, крепежни елементи, боя и други.
Производство на електрически части
Самите трансформатори могат да бъдат закупени нови или употребявани в сервизи за ремонт на микровълнови печки с прилична отстъпка.

Премахваме втората намотка. Можете да използвате режещ диск или конвенционална ножовка за метал. Основното нещо е да не повредите първичната намотка!

Останките от отрязания "първичен" избиват брада или всяка подходяща стоманена пръчка.

След това в свободен "прозорец" внимателно поставете 10 оборота на кабела.

Оставяме заключения на 15 cm.

Повторете операцията с останалите трансформатори.
Проверка на електрическата част
Необходимо е да се провери електричеството на бъдещата заваръчна машина.
ВНИМАНИЕ!
Всички допълнителни електроинсталационни работи трябва да се извършват САМО с обезвъздушено устройство!
Свързваме усукване на намотката според схемата.

Мрежа, бивша вторична, в „паралел“.

Изходните намотки са сглобени последователно.

В този случай е необходимо изходите на една намотка да са свързани към входа на последващата!
Свързваме намотките на мрежата към мощен разет 220 В. Проверяваме тока, консумиран от устройството, при липса на товар.
Около 11 А., твърде много, но поносимо.
Измерваме напрежението на изхода на комбинираните намотки за заваряване на мощност. Резултатът беше напрежение 35 - 37 V. Всеки трансформатор има 9 V.

След това проверяваме възможността за запалване на дъгата и се опитваме да заварим чифт стоманени части.
Готвачи! Шевът е отличен.

По време на заваряване входният ток 32 - 35 A, дъговият ток 170 - 190 A.
Проверяваме загряването на трансформатори, то не надвишава 80 0C. Приемливо.

Жилище
Заваряваме трансформатори на две.

Можете да направите тяло от метал, можете да вземете нещо готово. По-лесно ми беше да направя от шперплат.


Корпусът трябва да има големи отвори за вентилация.



Инсталираме вентилатор за принудително издухване на трансформатори.

Краен монтаж
Монтираме всички възли и части в корпуса. Извършваме свързването на отворите на намотките, мрежова и изходна заварка, метални втулки със съответните диаметри. Компресираме ръкавите с щипки.


Изолираме ставите с термосвиваеми тръби, като ги нагряваме със сешоар.
Затворете капака, устройството е готово.

Работна проверка
Заваряваме две 6 мм. стоманени плочи. Дъгата е гладка, няма "изтегляне" на ток. Шевът се получава с дълбоко проникване.


През дупката в кутията проверяваме трансформаторите за прегряване. Температурата е малко повече от 40 0С.
Повторете заваряването с 12 мм. отпадъци от стомана. Резултатът отново е положителен.
"Заварчик" се оказа!
Вярно е, заслужава да се помни, че трансформаторите в устройството са сравнително малки. Следователно, най-важната характеристика за заваръчния блок PV (продължителност на включване) или PN (продължителност на натоварването) е малка 20-30%. Варете 3 минути, оставете апарата да почине 7-8 минути. По това време можете да смените електрода, да пренаредите частите, които ще бъдат заварени, просто да почивате.
За да увеличите производителността на устройството, да намалите неговото нагряване, има смисъл да поставите по-мощен вентилатор или да сложите секунда. Единият ще духа въздух, другият ще тегли. Ефективността на охлаждането ще се увеличи.
Share
Pin
Tweet
Send
Share
Send