Share
Pin
Tweet
Send
Share
Send
Същата операция може да е необходима за пробиване на нож за ножовка за метал от стомана 1X6VF, от който могат да се направят някои полезни продукти. Парче острие от механичен трион, изработено от стомана 9XF, е подходящо не само за производството на ножове, но, например, за нестандартни ключодържатели.

Необходим инструмент и проби
Всички разглеждани и други марки високоскоростни стомани се пробиват с помощта на свредла с форма на перо на плочка с различен дизайн. Така, например, болтовете се правят кръгли или шестоъгълни, което не е от основно значение за основната работа - пробиването.

Те се продават свободно в почти всички строителни магазини или търговски обекти, където се продават всякакви инструменти. Това, което е много важно, тренировките от този тип и предназначение са привлекателни с това, че са евтини.
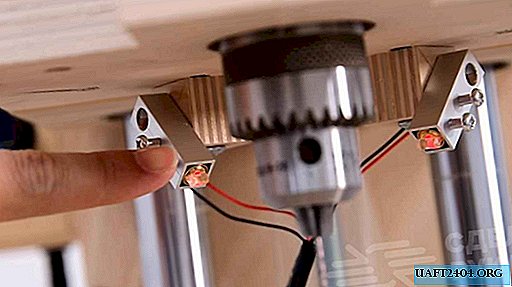
Също така за пробиване на високоскоростни стомани ще са необходими конуси с различна форма и дизайн. С тяхна помощ се осигуряват точност, чистота, форма и необходимия диаметър на пробития отвор.

Трябва да пробием следните образци:
- парче от рамков трион, изработен от стомана клас 9HF.
- острие на ножовка за ножове от стомана 1H6VF.
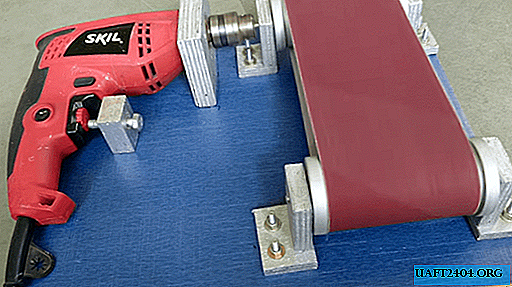
- HSS стоманен трион.
Процесът на пробиване на проби от високоскоростни стомани
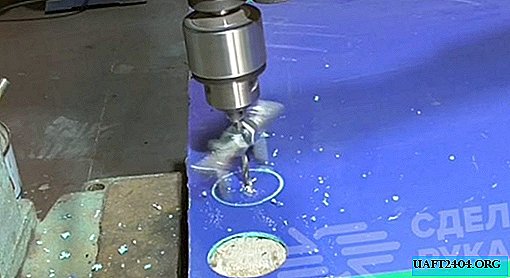
Нека започнем с острието от ножовка за метал. Като инструмент ще изберем използвана бормашина за писалка върху плочка, която вече повече от веднъж е била шлифована върху диамантено колело. Тоест от фабричното заточване, което несъмнено би дало най-добрия резултат, дълго време не остана нищо.
Вмъкваме нашия инструмент в патронника на електрическата бормашина и започваме да пробиваме без използване на грес или охлаждане. Като режим на работа изберете ниска скорост. Забелязваме, че процесът е бавен, но с известно търпение, след известно време, върху платното се получава конусна вдлъбнатина, един вид насрещник, причинен от формата на нашата тренировка.

Пробиваме, докато от другата страна се появи туберкул.

След това обръщаме платното и продължаваме процеса, ръководен от туберкулата.


Пробивайки последователно от едната или другата страна, постигаме увеличение на диаметъра на отвора, докато получим желания размер.

Следващата проба е острие от рамков трион. Мястото на пробиване се избира в основата на зъбите, където материалът има най-голяма твърдост.

Процесът също не е много бърз, но стабилен. Това може да се види в постепенно увеличаващия се обем чипове около свредлото.

Забелязваме, че работата е по-бърза, ако леко люлеете инструмента от страна на страна. Това помага за премахване на чипове от зоната на рязане.
Продължаваме пробиването от една страна, докато върхът на инструмента не премине през цялата дебелина на метала и образува малък туберкул от другата страна на нашата проба.

Тъй като дебелината на метала е по-голяма от тази на металния лист, ще трябва да замените тренировката или да шлайфате тази, която използваме в средата на процеса. След това обърнете пробата и продължете пробиването.


Буквално след няколко оборота на свредлото се образува проходен отвор. Продължавайки процеса, ние постигаме необходимия диаметър за чифтосващата част.
Донесете дупката с подходящ конус.

В нашия случай е най-удобно да използвате инструмент с конусна форма. По-лесно и по-бързо е да постигнете необходимия размер на отвора и да му придадете цилиндрична форма.

Наистина, след тренировка с химикалка с големия си конус дупката се оказва с различен диаметър: по-близо до повърхността на пробата, тя е по-голяма и по-малка в центъра.

Пристъпваме към пробиване на острието от механичен трион.

Също така за това избираме зоната по-близо до зъбите, защото на това място металът е по-твърд поради специалното втвърдяване.


Процесът, в сравнение с предходните две проби, изглежда протича по-бързо. Това може да се види по интензитета на образуване на чипове и получаване на проходен отвор без пробиване от задната страна.

За да приведете дупката до желания диаметър и да й придадете цилиндрична форма, както в предишните случаи, един от конусите ще помогне.




На практика бяхме убедени, че всяка марка високоскоростни стомани се пробива с обикновени китайски свредла за химикалки върху плочка, основните предимства на които са достъпността и евтината цена. Също така в този случай са полезни стандартните шишарки, чрез които се посочва диаметърът на отворите и им се придава цилиндрична форма.
Последни съвети и коментари
Използвайки ленено масло за пробиване (използва се при работа с неръждаема стомана и съдържа олеинова киселина в състава си), ще бъде възможно да се увеличи производителността, по-рядко се влачи инструмента и да се увеличи чистотата на обработката.
Практиката показва, че процесът на пробиване на високоскоростни стомани ще стане по-продуктивен, ако първо използвате тренировки с по-малък диаметър, а след това и с по-голям.
Някои майстори използват винтове или винтове, произведени в Германия и използвани за бетонни работи като инструменти за пробиване на високоскоростни стомани. Тяхната отличителна черта - на главата има буква "H" (закалена - закалена).
Share
Pin
Tweet
Send
Share
Send